Total Locker Service supplies commercial lockers, workplace lockers, school lockers, wet area lockers, staff lockers, locker locks, replacement keys, locker parts, servicing and locker planning support for UK organisations.
For a website focused on https://total-wooden-lockers.co.uk/, lockers should be presented as both a practical storage product and a design-led secure storage system. Wooden lockers, laminate lockers and wood-effect locker finishes are often chosen for locations where appearance matters as much as daily function.
Total Locker Service supports that wider storage requirement through its commercial locker range, lock options, replacement key services, maintenance support, made-to-order options and locker planning guidance. The result is a complete route from locker selection to long-term locker management.
Wooden lockers and commercial locker planning
Wooden lockers are often selected for offices, spas, hotels, gyms, leisure clubs, education buildings and staff areas where the locker system needs to look warm, professional and integrated into the interior design. They help create a softer visual finish than standard steel lockers while still giving users secure personal storage.
However, a good wooden locker project should not be judged on appearance alone. Buyers still need to consider compartment size, lock choice, access control, ventilation, maintenance, cleaning access, user allocation and long-term replacement planning.
Total Locker Service is useful for this because its wider locker offer covers practical commercial storage, locker locks, replacement keys, lock conversion, servicing, maintenance and bespoke locker support. That means a wooden locker project can be linked to a complete locker management strategy rather than treated as a simple furniture purchase.
For planning support, link this page to Locker Planning UK and Locker Specification Planning UK.
Quick answer: what should buyers consider before choosing wooden lockers?
Before choosing wooden lockers, buyers should define the environment, user type, lock method, compartment size, cleaning process, moisture risk, expected daily use and maintenance route. Wooden lockers work best in dry, design-led spaces where appearance, user experience and secure personal storage are all important.
| Decision | Why it matters | Useful internal link |
|---|---|---|
| Material and finish | Controls appearance, durability and cleaning suitability | Sustainable Lockers Guide |
| Compartment size | Affects bags, coats, devices, workwear and personal storage | Locker Specification Planning UK |
| Locker layout | Prevents congestion and poor access | Locker Planning UK |
| Lock choice | Controls user access, lost key risk and administration | Locker Locks UK |
| Key control | Supports replacement, audit and emergency access | Locker Key Management Systems UK |
| Maintenance | Protects long-term value and appearance | Locker Lifecycle Management UK |
Total Locker Service locker offering
Total Locker Service supplies lockers and secure storage solutions for workplaces, schools, gyms, leisure facilities, industrial sites, public buildings and staff areas. The range includes standard commercial lockers, specialist lockers, locker locks, parts, accessories, made-to-order options and service support.
This matters for a wooden locker website because most buyers do not only need the locker body. They also need locking, numbering, key control, installation planning, replacement support, spare parts and advice on how the lockers will be used over time.
A wooden locker can look premium on day one. The stronger question is whether the whole locker system will still work after several years of daily use. Total Locker Service supports this by connecting product supply with lock replacement, key replacement, servicing and lifecycle management.
Where wooden lockers work best
Wooden lockers are most suitable for dry, design-led interiors. They are often used where the visual impression of the storage area matters. These sites may want lockers to match furniture, doors, reception finishes, wall panels or a broader interior scheme.
| Environment | Why wooden lockers suit it | Planning point |
|---|---|---|
| Offices | Warm finish for staff storage and hybrid working areas | Plan assigned, shared or day-use allocation |
| Spas and hotels | Premium appearance for guest changing and wellness areas | Check moisture levels and cleaning routines |
| Private gyms | Better interior feel than standard utility lockers | Match lock type to member flow |
| Education staff areas | Professional finish for staff rooms and offices | Separate staff storage from student locker areas |
| Corporate changing rooms | Strong fit for modern workplace welfare spaces | Include benches, circulation and maintenance access |
| Reception storage | More attractive than basic metal storage | Consider visitor access and supervision |
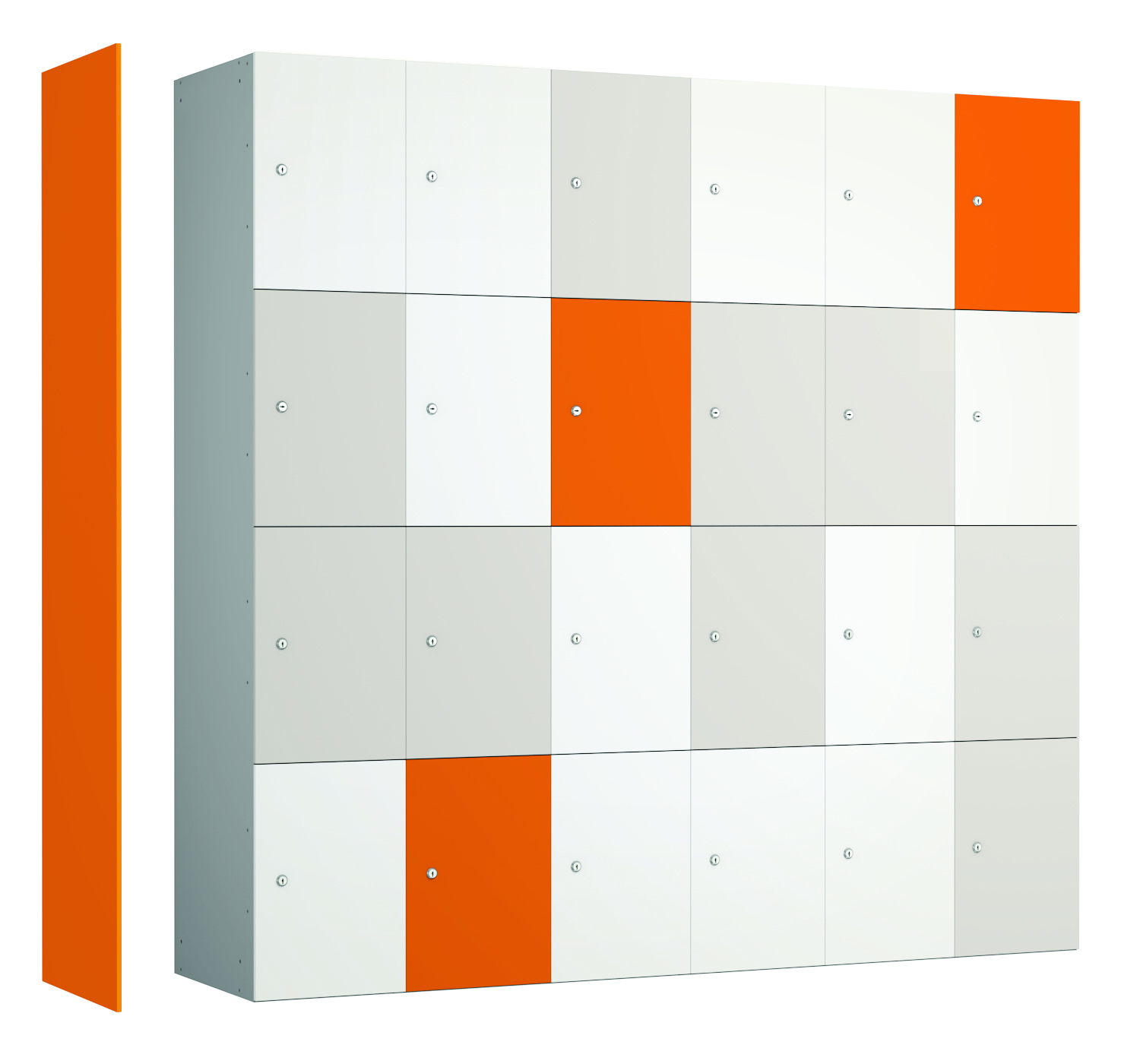
Wooden lockers versus metal lockers
Wooden lockers and metal lockers both have a place in commercial storage. The right choice depends on the environment. Metal lockers are often chosen for durability, cost control and heavy-duty use. Wooden lockers are often chosen for appearance, warmth and interior design alignment.
In many projects, the best estate uses more than one locker type. A premium staff changing area may use wooden or laminate lockers. A workshop may use steel lockers. A wet changing area may need plastic, laminate or specialist wet specification lockers. A school corridor may need robust steel lockers with strong key control.
This is why Total Locker Service should be positioned as a complete locker partner rather than only a wooden locker supplier. It can support different locker types across different parts of the same estate.
Wood-effect and laminate locker options
Some buyers want the look of timber but need the durability of a commercial locker system. In these cases, laminate lockers, wood-effect finishes or made-to-order locker designs may be more suitable than traditional timber construction.
Laminate and wood-effect lockers can help create a clean, coordinated appearance while still supporting commercial use. They can be useful in offices, leisure clubs, changing rooms, universities, hospitality spaces and staff welfare areas.
For bespoke requirements, link directly to made-to-order lockers.
Locker locks for wooden lockers
The lock is one of the most important decisions in a wooden locker project. A premium finish can be undermined by a lock that does not match the way people use the space.
Assigned staff lockers may work well with key locks. Shared gym or spa lockers may work better with combination locks, hasp locks, coin locks or RFID systems. Corporate offices may want digital access or keyless systems to reduce lost key administration.
Total Locker Service offers locker lock options and replacement support. For deeper guidance, use Locker Locks UK and Locker Access Control Systems UK.
| Lock option | Best use | Wooden locker planning note |
|---|---|---|
| Key lock | Assigned personal lockers | Simple, familiar and easy to issue |
| Combination lock | Offices, gyms and staff areas | Reduces physical key handling |
| Hasp lock | Padlock-controlled sites | Useful where users provide their own padlock |
| Coin lock | Public changing rooms | Useful for temporary shared use |
| RFID lock | Premium gyms, offices and smart buildings | Supports credential-based access |
| Digital keypad lock | Shared-use commercial spaces | Useful where keyless control is preferred |
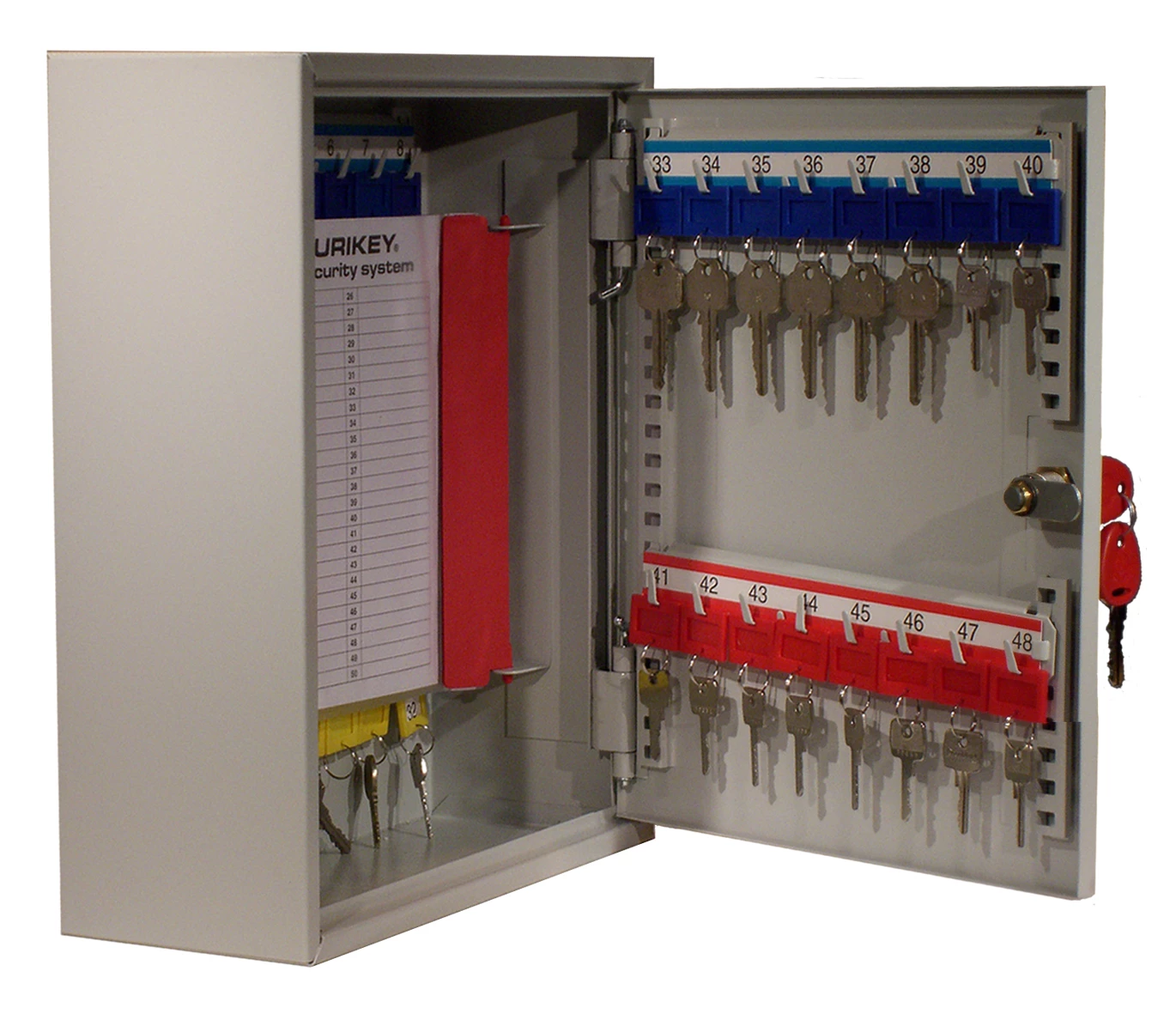
Replacement keys and long-term key control
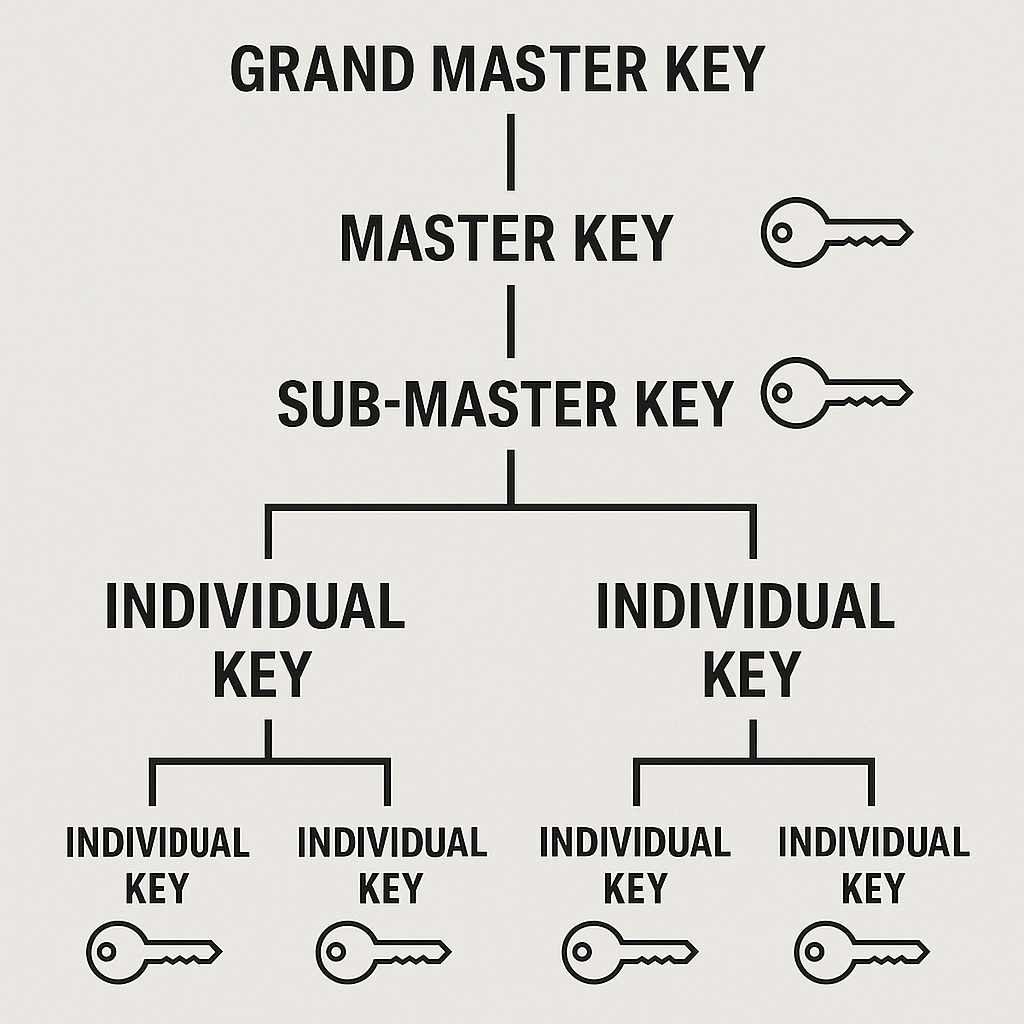
Even premium locker installations need a practical key process. If a site uses keyed locks, it needs a record of locker numbers, key numbers, master keys, spare keys and replacement procedures.
Total Locker Service supports replacement locker keys and key systems. This is valuable for schools, offices, gyms, leisure centres and workplaces where lost keys can quickly become a recurring administration problem.
For this section, link to Locker Key Management Systems UK, Replacement Locker Keys Cut to Code UK and Lost Locker Key? What to Do Next.
Locker access control for premium spaces
Wooden lockers are often installed in spaces where user experience matters. That makes access control important. Users expect the system to feel simple, secure and reliable. Facilities teams need the system to be easy to administer.
A small office may only need keyed lockers and a clear issue record. A larger office, gym, university or multi-site estate may need RFID, PIN access, digital credentials, audit trails or smart locker software.
Use Locker Access Governance UK, Enterprise Locker Access Control UK and Smart Locker Management Software UK to build this semantic layer.
Wooden lockers for offices
Offices are one of the strongest environments for wooden lockers or wood-effect lockers. Modern offices often need personal storage for hybrid workers, staff bags, coats, laptops, cycling gear and day-use items.
A wooden finish can help the locker area feel like part of the workplace rather than a back-of-house storage zone. This is useful in open-plan offices, reception areas, shared workspaces, meeting suites and staff welfare spaces.
Office locker planning should consider hybrid working. If staff do not attend every day, permanent one-to-one locker allocation may waste space. Shared-use lockers, day lockers, hot lockers or smart locker systems may be more efficient.
Link this section to Workplace Locker Operations UK and Locker Occupancy Management Systems UK.
Wooden lockers for gyms, spas and leisure clubs
Gyms, spas and leisure clubs often use lockers as part of the customer experience. The locker area affects how members judge the site. A tired, damaged or poorly controlled locker area can weaken the whole impression of the facility.
Wooden lockers can add warmth and quality to changing rooms, especially in private gyms, wellness clubs and spa environments. However, moisture risk must be checked carefully. Wet areas may need laminate, compact grade laminate, plastic or other suitable materials rather than traditional timber.
Locking should also match member behaviour. A high-turnover public changing area may need a different lock from a private spa with controlled membership access.
Useful internal routes include Gym Lockers: How To Choose and Leisure Locker Access Systems UK.
Wooden lockers for schools and education buildings
Most high-traffic school corridors require robust locker systems that can handle daily student use. However, wooden or wood-effect lockers may still suit staff areas, sixth form areas, reception spaces, private changing rooms or design-led education buildings.
Education sites should separate appearance from use intensity. A staff room may suit a premium locker finish. A busy corridor may need a tougher, easier-to-maintain system. The correct choice depends on user age, supervision, flow, lock type and maintenance capacity.
Link education sections to School Locker Systems UK, School Locker Key Management UK and School Lockers: Enhancing Educational Environments.
Wooden lockers and sustainability
Sustainability is another reason some buyers consider wooden lockers, bamboo finishes, laminate panels, recycled materials or long-life locker systems. A sustainable locker decision should consider the material source, durability, repairability, expected life, replacement parts and end-of-life recycling.
A locker that lasts longer and can be maintained properly may be more sustainable than a cheaper product that needs early replacement. Total Locker Service’s maintenance, lock replacement and refurbishment support helps strengthen this lifecycle argument.
Use Sustainable Lockers: Eco-Friendly Storage Solutions and Locker Lifecycle Management UK to support this topic.
Locker layout planning
Wooden lockers are often installed in more visible areas, so layout is especially important. A premium locker finish will not solve poor circulation, door clashes, narrow aisles or crowded access points.
Before ordering lockers, measure the room carefully. Check locker depth, door opening, bench positions, aisle width, user flow, cleaning access, emergency routes and any fixed building features. In changing rooms, benches should be planned alongside lockers, not added afterwards.
Link this topic to Changing Room Benches UK, Locker Planning UK and Locker Room Zoning Guide UK.
Locker management systems
A locker management system is the operational structure behind the lockers. It covers allocation, access control, key records, occupancy, user permissions, cleaning, maintenance, auditing and replacement planning.
This is important for wooden lockers because premium installations often need strong management to protect their appearance and value. If lockers are misused, abandoned, poorly cleaned or badly maintained, the finish can suffer and the user experience declines.
The core internal link here is Locker Management Systems UK. This page should act as the operational hub above access control, occupancy, audits, key systems and lifecycle planning.
Locker maintenance and refurbishment
Maintenance protects the value of a locker installation. Wooden lockers and wood-effect lockers may need particular attention to surface care, hinges, locks, doors, numbering, fixings and cleaning methods.
Total Locker Service supports locker maintenance, parts, repairs, refurbishment and lock conversion. This is useful when a site wants to extend the life of existing lockers, refresh an old locker room or convert lock systems without replacing every locker body.
Relevant supporting links include Locker Repair and Maintenance, Locker Maintenance Guide UK and Locker Estate Audit UK.
When to repair, refurbish or replace lockers
Not every locker issue requires full replacement. Some sites can improve an existing locker estate with new locks, replacement keys, new numbering, repairs, cleaning, hinge adjustment or refurbishment. Other sites need replacement because the lockers no longer fit the building, the use pattern or the expected appearance.
A simple audit can help decide the right route. Check door condition, lock condition, user complaints, spare key availability, corrosion, surface damage, cleaning access, occupancy, abandoned lockers and whether the locker layout still works.
Use Locker Estate Audit UK and Locker Lifecycle Management UK as the main internal links for this section.
Suggested internal link map
| Page to link to | Suggested anchor text | Reason |
|---|---|---|
| Commercial lockers | commercial locker systems | Main product conversion |
| Made-to-order lockers | made-to-order wooden and laminate lockers | Bespoke buyer route |
| Locker servicing | locker repair and maintenance services | Service conversion route |
| Locker Planning UK | locker planning guidance | Planning canister |
| Locker Specification Planning UK | locker specification planning | Procurement bridge |
| Locker Management Systems UK | locker management systems | Operational hub |
| Locker Access Control Systems UK | locker access control systems | Access canister |
| Locker Key Management Systems UK | locker key management systems | Key control canister |
| Locker Occupancy Management Systems UK | locker occupancy management | Shared-use and hybrid workplace link |
| Locker Lifecycle Management UK | locker lifecycle management | Maintenance and replacement planning |
Choosing the right wooden locker system
The right wooden locker system depends on the site. A spa may need a warm, premium look with keyless locks. An office may need shared-use lockers for hybrid workers. A staff changing area may need taller compartments for coats and bags. A school staff room may need assigned lockers with simple key control.
Before buying, answer these questions:
- Will the lockers be used by staff, members, guests, students or visitors?
- Will users need assigned lockers or temporary-use lockers?
- Is the area dry, damp or wet?
- Does the finish need to match existing interiors?
- What items will users store?
- What compartment height and depth are needed?
- What lock type will create the least administration?
- How will replacement keys or override access be handled?
- How will lockers be cleaned and inspected?
- Will the site need more lockers later?
Why Total Locker Service is a strong fit
Total Locker Service is a strong fit for wooden locker and commercial locker projects because it can support the wider system around the lockers. The offer includes locker supply, made-to-order options, lock options, replacement keys, maintenance, parts, servicing and planning support.
This matters because lockers are not static furniture. They are used every day. They need to be opened, closed, cleaned, repaired, audited, reallocated and maintained. A supplier that understands locks, parts, keys and servicing can support the full life of the locker system.
Final recommendation
For https://total-wooden-lockers.co.uk/, the strongest content angle is to position wooden lockers as a premium branch of a wider locker system. The page should not only describe attractive finishes. It should explain planning, locking, key control, access governance, occupancy, maintenance and lifecycle value.
Total Locker Service provides the broader locker authority needed to support that message. Link the page into the main product routes and the strongest locker canisters so the article becomes both a commercial landing page and a semantic bridge into the wider Total Locker Service blog structure.
FAQ
Are wooden lockers suitable for commercial use?
Yes. Wooden lockers, laminate lockers and wood-effect lockers can suit commercial interiors where appearance is important. They are especially useful in offices, spas, hotels, gyms and staff areas.
Are wooden lockers suitable for wet changing rooms?
Traditional wooden lockers are usually better suited to dry areas. Damp or wet changing rooms may need laminate, plastic, compact grade laminate or other wet-area locker materials.
Can wooden lockers use combination locks?
Yes. Depending on the locker construction, wooden and laminate lockers may be specified with key locks, combination locks, hasp locks, coin locks, keypad locks or RFID locks.
Does Total Locker Service supply made-to-order lockers?
Yes. Total Locker Service offers made-to-order locker options for projects that need specific sizes, finishes, compartments or locking arrangements.
Can Total Locker Service help with replacement locker keys?
Yes. Total Locker Service supports replacement locker keys and key management. This is useful for workplaces, schools, gyms and managed locker estates.
How should wooden lockers be maintained?
Wooden lockers should be cleaned with suitable methods, checked for lock and hinge wear, inspected for surface damage and included in a regular locker maintenance plan.